
全站搜索
长春朝阳好的阳光房工程

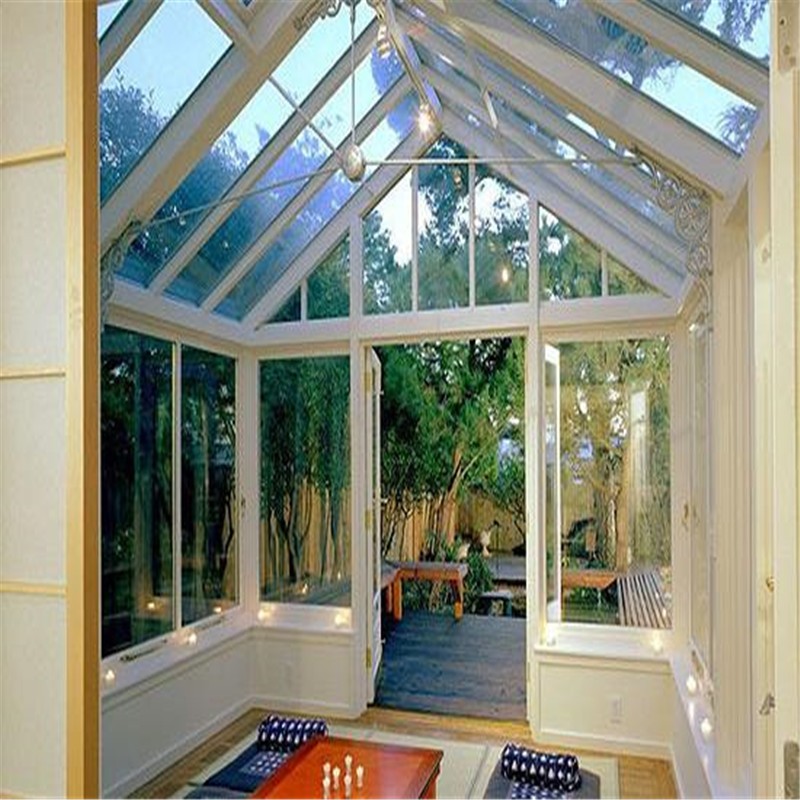
如果您无法面对面打开窗口,请将脸部窗口设置为落地式,值得学习。装饰政变是绿色和自然的。这间卧室的阳光房使用木结构屋顶和天窗。基本上使用天然材料,并且不修改木质屋顶。这种材料更易于与室内装饰整合。地面由简单的地砖制成,与阳台的整体清新感融为一体。其他山上的石头:由于它是经过改建的阳光房,因此由于种种限制可能无法实现许多构想,但应在允许的功能范围内对其进行修改。
门窗锁具普遍缺乏品牌意识。近期铜、锌等金属原材料价格下行波动,客户为了回收资金、减轻库存压力,进行保本销售,门窗锁具销量增加。扩大内需措施的缓解了危机造成的部分压力,门窗锁具内销升势明显。总之门窗锁具有着的发展上升的趋势。秋冬家居装潢增多,门锁、执手锁、防盗锁及合页、门吸等产品较好,成交量较大;链条锁、摩托车挂锁及碟锁等产品也颇受消费者喜爱,销售可观。外销方面,外商以询价、返单为主,观望浓厚。
长春志业门窗有限公司是一家集研发、设计、生产、销售、售后服务为一体的专业公司。自2017年9月正式成立以来,公司一直在不断创新,依靠可靠的产品质量和优质的售后服务,迅速打造出完善的渠道分销网络。

长春朝阳好的阳光房工程
用花边装饰的百叶窗不适合洗涤。清洁之前,可以使用刷子轻轻擦拭表面上的灰尘,然后轻轻清洁。百叶窗可以直接清洗。在窗帘上喷洒适量的水,然后用碎布擦干。如果百叶窗线脏了,可以用蘸有清洁剂的湿布清洁百叶窗。阳台不应面对住所的门。如果阳台面向住所的门,它将在风水中形成一个所谓的“传递心”。从实际生活考虑,住宅的门与阳台相对,不利于家庭的私密性。每当门打开时,外面的人都可以看到阳台,并可以看到房屋内部的完整情况,这显然不好。解决方案是:制作一个门廊柜,在门和阳台之间遮挡;在门的入口处放一个鱼缸,也可以用筛子代替。制作阳台窗户或种植盆栽植物和攀援植物来阻塞阳台;长时间拉窗帘以上也是可行的方法。
门窗锁具也存在定的问题,这些问题也需要引起门窗锁具企业的重视,不断地对门窗锁具产业进行产业升级,到的高度。锁具企业应该加强品牌建设,提升锁具企业的竞争力,规范锁具市场。竞争激烈市场缺少规范性目前市场内%左右的锁具产品省内,其中,义乌本土占%左右,厂家直销比例高达.%,以生产中低档的锁具产品为主,高端产品稀缺。由于锁具行业属于劳动密集型行业,入行门槛低,化程度不高,竞争日益白热化。门槛低,锁具产品的市场就缺少规范性,些产品的同质化现象严重,产品没有特色,鱼龙混杂,真伪难辨。原材料成本的增加,些锁具企业采用了价格战,增加了锁具市场的无序竞争,加重了锁具行业的发展。

产品包括四大类:
1、个无盖;静音系统门窗系列基于断开的铝桥型材
2、断桥铝制防晒房,日光良好系列
3、美国铝桥系列
室外4间;阳光房室内外智能遮阳系列

长春朝阳好的阳光房工程过去几年仍然遇到问题。缺乏有效的竞争手段,使得一些门窗产品经销商在市场竞争中始终处于劣势。以下编辑器将与您联系。旺季销售应着重于销售,但销售也应着重于长期销售而不是短期销售。在这次推出新门窗产品时参加折扣确实是一个很好的促销活动,但是当价格降得太低然后又恢复到原始价格后,消费者将无法适应。在看到产品的低价然后再看到高价之后,大多数人都不擅长购买,而且将来购买新产品还有很长的路要走。现在的低价无法保证将来有足够的降价空间。
为改善视觉连续性而进行的翻新大多数翻新的日光浴室来自阳台或露台,因此它们都位于整个房间内,因此视觉连续性很重要。尽管阳光房主要靠近阳光,但仍必须与房间的整体风格相匹配。阳光房的整体色彩和风格与整个房间的风格一致。内部的米色墙壁和藤制椅子构成了该地区的主要风格,即休闲和放松。这也是阳光房的感觉和需求。味道。
随着公司的不断发展,我们打造了一支专业的研发设计团队,结合标准化的生产工艺和严格的细节控制,为每一位客户量身定做产品。公司在技术研发方面拥有多项技术专利,学习了目前行业流行的中国传统木材加工和榫卯技术,行业为产业注入了源源不断的中国元素,是中国真正的智能化生产。企业积极支持绿色、环保、二氧化碳和节能理念的发展,并将其融入产品设计中,实现实用、实用、低碳,我们是以民族工业振兴为己任,以传统工艺为标准的节能环保产品。现代科技与老工艺的碰撞,必将推动中国传统老工艺的发展!

长春朝阳好的阳光房工程般而方,阳台的方位以朝向东方或南方为佳。阳台朝向东方,古人说得好,“紫气东来”。所谓“紫气”就是祥瑞之气。祥瑞之气经过阳台进入住宅之内,家人必定吉祥平安。而且日出东方,太阳早就能照射进阳台,全宅显得既光亮又温暖,全家人也因而精神爽朗。至于阳台朝向南方,有道是“熏风南来”,“熏风”和暧宜人,令人陶醉,在风水学上也是极好的。现今,阳台朝向东南的住宅售价般都贵些,可见大家都知道阳台朝南或朝东是的“风水”单元。阳台若朝向北方,的缺点是冬季寒风入室,会影响人的情绪,再加上保暖若是设备不足,就极容易使人生病。

欧洲人对窗户的概念是“眼睛是灵魂的窗户”。换句话说,连接室内和室外的窗户与眼睛一样重要。特别是在强调优雅并尊重环境保护的欧洲,窗户的作用更加多样化。窗口大小代表等级。在德国具有千年历史的罗萨(Rorsach)镇,家中有一个窗户博物馆。我们的窗户博物馆始建于2000年。“谈到窗户博物馆的历史,博物馆馆长艾宁先生自豪地表示,为了制作手工窗户,木匠奥托夫·戈尔(OttovGore)收集了不同时代的窗户,没想到,他后来成为一种爱好,继承了后代。
长春朝阳好的阳光房工程日光室的材料适应性非常重要。是否正确使用材料,直接影响日光室的安全性能和使用寿命。日光室的材料通常包括框架材料,顶盖材料和立面门窗材料。广泛的假材料通常使用市场上常用的钢和铝结构框架。建筑中门窗的眼睛门窗是建筑的重要组成部分,被称为建筑的“眼睛”。随着房地产业的快速发展,建筑门窗迎来了自己的黄金时代。
长春朝阳好的阳光房工程
联系人:王总
电话:0519-86202188/0519-86203588
传真:0519-86205518
网址: www.jsdnmk.com
地址:江苏省常州市武进区礼嘉镇秦巷村委杨家村777号
中国百兴集团北门戴纳米克



